「光造形って聞いたことはあるけれど、どんな仕組みなの?」「FDM方式とどう違うの?」「家庭用3Dプリンターでも使えるのかな?」――そんな疑問を持つ方も多いのではないでしょうか。
実際のところ、光造形方式は他の3Dプリント方式とは異なり、紫外線で液体樹脂を硬化させることで、驚くほど精密で滑らかな造形を実現する技術です。
この記事では、光造形の基本原理から使われるレジン素材の種類、造形精度の特徴、そして導入時の注意点まで、初心者にもわかりやすく丁寧に解説します。
【光造形方式とは?初心者にもわかる基本の仕組み】
①光造形とは?3Dプリンター方式のひとつ
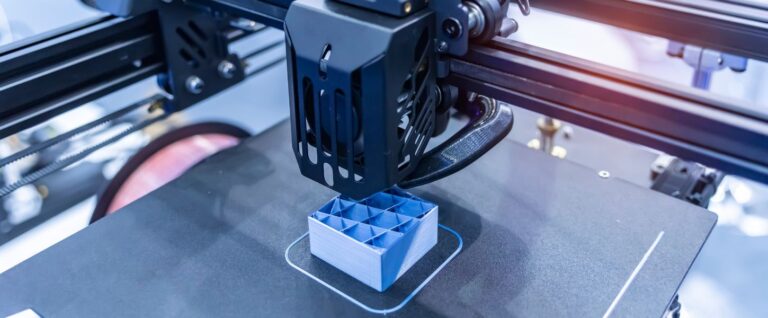
光造形は、光硬化性の液体樹脂に紫外線を照射し、硬化した層を順番に積み重ねて立体を形成する方式です。コンピュータで作成した3Dデータを薄い層に分割し、その層形状に合わせて光を当てて樹脂を固めます。硬化した層の上に新しい樹脂を供給し、同じ工程を繰り返すことで、最終的な立体物が得られます。材料は液体レジンであり、温度ではなく光化学反応で固体化する点が本質です。

②FDM方式との違い|熱ではなく光で固める造形法
FDM方式はフィラメント状の熱可塑性樹脂を加熱し、ノズルから押し出して冷却固化します。線材を積み上げるため、層の輪郭や積層痕が見えやすく、細かな曲面や微小な文字の再現には限界が生じます。対して光造形は液面全体、またはマスクを通した投影で面を一括硬化させるため、輪郭がなめらかになりやすく、微細形状の再現性が高まります。仕上げにおける研磨や塗装の手間も、同一条件ならば少なく済む傾向があります。
③光造形の歴史と主な利用分野
光造形は3Dプリンティングの初期から実用化が進んだ方式で、試作開発や意匠モデルの分野で広く採用されてきました。現在ではホビー領域でも普及が進み、フィギュアやアクセサリーの制作、歯科模型や手術計画支援モデルの作製、研究用途の機能評価サンプルなど、外観品質と精度を求める場面で活用が拡大しています。
【光造形の造形原理|紫外線硬化のプロセスを解説】
①光硬化樹脂(レジン)の基本構造
光硬化樹脂は、光を受けて化学反応を起こす光開始剤と、重合して固体になる樹脂成分を主とする組成です。紫外線が照射されると光開始剤が活性化し、分子同士の結合が進むことで液体が固体へと変化します。波長や出力に適合したレジンを選ぶことにより、硬化の深さや速度、最終的な機械特性が安定します。
②レーザーやLCDで層ごとに硬化する仕組み
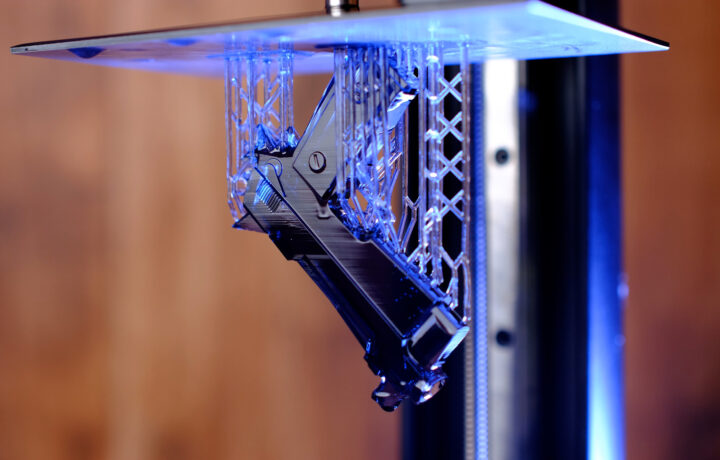
造形はスライスデータに従い、樹脂槽の特定面に光を照射して硬化層を形成する工程の連続です。硬化後はプラットフォームをわずかに移動させ、新しい樹脂層が供給されます。再び同じ形状に光を当てることで層同士が接合し、積層体が成長します。露光時間や層厚は造形品質に直結し、適正なパラメータ設定によって反りや過硬化、未硬化による欠陥を抑制します。
③SLA・DLP・LCDの3つの方式の違い
SLA方式(レーザー照射型)の特徴
SLAはガルバノミラーでレーザースポットを高速走査し、任意の輪郭を描いて硬化させます。光学系の精度が高いほど微細な線幅を実現でき、細部の解像に強みがあります。スポット硬化であるため、面全体の照射に比べて露光時間が長くなる場合がありますが、スキャン戦略の最適化によりバランスを取ります。
DLP方式(デジタル投影型)の特徴
DLPはマイクロミラー素子で構成されたプロジェクターにより、層のパターンを面で一括投影します。層全体を同時に硬化させるため速度面で有利であり、一定の画素サイズに基づく均一な解像感が得られます。造形サイズと投影解像の関係が品質に影響するため、対象サイズに適した機の選定が重要です。
LCD方式(液晶マスク型)の特徴
LCDはバックライトを液晶パネルのマスクで遮光し、所定の画素を透過させて硬化させます。高解像度パネルの普及により細部の表現力が向上し、導入コストを抑えながら高精細造形に対応できます。光量の均一性やパネル耐久性の管理が品質維持の鍵になります。
④高精度造形が可能な理由
光造形は、層の境界を光学的に形成するため、エッジ部のジャギーや材料押出しに起因する段差が生じにくい構造です。適切な層厚と露光条件により、積層方向の段差が視認されにくく、曲面の連続性が高く保たれます。さらに、サポート設計や造形方向の最適化によって、反りや面の荒れを抑え、寸法精度と表面品位を両立できます。
【光造形で使用されるレジン素材の種類と特徴】
①スタンダードレジン(一般樹脂)
スタンダードレジンは、光造形の入門者や試作段階で最も多く用いられる樹脂です。バランスの取れた硬度と造形性を持ち、ディテールの再現性にも優れています。後加工もしやすく、塗装や研磨などを行う際にも扱いやすい特性があります。最終製品というよりは、見た目や形状の確認を目的とした試作品に適しています。コストも比較的安価で、初めて光造形を試す場合に最適な選択です。
②耐熱・高強度レジン
機能試作や機械部品の評価モデルには、耐熱性や機械的強度を高めたレジンが使われます。耐熱レジンは高温下でも変形しにくく、自動車や電子機器分野のパーツ評価などに用いられます。高強度タイプは、衝撃やねじれに耐える必要のある試験部品の造形に向いています。これらは粘性が高く、硬化後の収縮や反りを抑えるために最適な露光条件の調整が求められます。
③透明・柔軟・弾性レジン
透明レジンは光学試験モデルや照明カバーのような用途に適しています。硬化後も光透過性を維持するため、光路設計や見た目の確認に役立ちます。柔軟・弾性レジンは、ゴムに近いしなやかさを持ち、パッキン、シール、可動部の緩衝材などの試作に使用されます。これらは層間接着や厚みによる内部応力の影響を受けやすいため、造形方向や支え構造の設計が品質を左右します。
④鋳造用・生体適合などの特殊レジン
鋳造用レジンは、金属鋳造やジュエリー製作でロストワックスの代替として用いられるタイプです。高温焼失時に灰を残さず消失するため、金属流動を阻害しません。生体適合レジンは医療分野で利用され、口腔内装置や手術シミュレーションモデルなどに応用されます。皮膚接触や滅菌への対応など、特定の認証を受けた素材が使われます。
⑤レジン選びのポイントと注意点
レジンは性能だけでなく、使用目的と造形方式の光波長に合わせて選定する必要があります。造形後には洗浄と二次硬化が必須であり、十分な硬化を行わないと脆くなる場合があります。また、光や湿度による劣化を防ぐために、使用・保管環境の管理も重要です。安全面では、未硬化レジンが皮膚に付着しないよう手袋を使用し、換気の良い場所で取り扱うことが推奨されます。
【光造形方式のメリットとデメリット】
①光造形の主なメリット
高精度・滑らかな表面仕上げ
光造形の最大の魅力は、積層の境目が目立たないほどの表面品質です。光学的に形成される層はきわめて薄く、曲面や微細なディテールを正確に再現します。手作業の磨きや塗装の前処理を最小限にできるため、見た目の美しさが求められる用途に向いています。
複雑形状や微細ディテールに対応
レーザーや投影を使うため、内部が入り組んだ形状や細線部も再現できます。従来の切削加工やFDM方式では困難だった薄肉構造や中空モデルも、光造形では高い精度で製作可能です。設計自由度の高さが、デザイン試作や医療分野の応用を支えています。
設計試作・外観モデルに最適
製品の外観確認や組立性評価など、実際の量産前に形状を確認したい場合に有効です。CADデータをそのまま造形できるため、開発サイクルを短縮し、試作コストの削減にもつながります。
②光造形のデメリット
レジンの扱いと後処理の手間
光造形は造形直後に洗浄と二次硬化が必要です。未硬化レジンを除去するために専用のアルコールや洗浄機を使用し、UV照射によって完全硬化させます。この工程を怠ると、表面のべたつきや強度不足を招きます。
光による劣化や変形のリスク
完成品は紫外線に長時間さらされると黄変や脆化が進行することがあります。屋外での使用や高温環境には不向きであり、長期的な寸法安定性を求める部品には注意が必要です。遮光保管やUVカット塗装などの対策が効果的です。
コスト・安全面での注意点
レジン材料は熱溶解型フィラメントより高価であり、交換や保管にも注意が必要です。また、液体状態では刺激臭や皮膚刺激性を持つため、作業時の安全対策を怠ってはいけません。環境・衛生管理を含めた設備整備が前提になります。
【光造形3Dプリンターの選び方と導入時の注意点】
①用途に合わせた造形精度・サイズを選ぶ
造形物の用途が外観確認か、機能試作かによって、求める精度と造形サイズが異なります。高精細な外観モデルでは細かなピクセル解像を持つ小型機が有利ですが、大型試作には広い造形エリアを持つ機種が必要です。想定する部品サイズに合わせた選定が、無駄のない運用につながります。
②レジンの価格・種類・交換性を比較する
各メーカーが独自のレジンを販売しており、互換性は限定的です。光源の波長や露光条件に最適化されているため、推奨以外の材料を使用すると品質が低下します。コストと供給安定性、取り扱いのしやすさを比較検討することが大切です。
③後処理・洗浄・UV硬化のしやすさを確認
洗浄や硬化の工程に必要な設備を事前に準備する必要があります。専用の洗浄機やUVボックスを用意すれば作業効率が向上します。後処理を考慮した設置スペースの確保と、換気環境の整備も導入時に欠かせません。
④初心者におすすめの導入ステップ
初めて導入する場合は、まず小型の家庭用またはデスクトップタイプで造形体験を積むことが推奨されます。基本操作や後処理に慣れてから、必要に応じて上位機を選ぶのが安全です。造形サービスを活用して品質を比較し、求める精度や素材を明確にしておくと失敗を防げます。
【光造形が活用される分野と実際の応用例】
①試作・プロトタイプ製作での活用
光造形はデザイン確認や部品の組立検証に多用されています。CAD設計データを迅速に立体化できるため、設計修正を短いサイクルで繰り返すことが可能です。形状評価の正確さとスピードの両立により、開発効率を向上させます。
②デザイン・ホビー・フィギュア分野
滑らかな質感と高いディテール再現力は、フィギュアや模型制作に最適です。細かな表情や装飾を忠実に再現できるため、クリエイターやアーティストにも広く受け入れられています。着色や塗装の自由度も高く、作品の表現力を大きく引き上げます。
③医療・歯科・ジュエリー業界での応用
歯科模型やインプラントガイド、手術支援モデルなど、精度と個別対応が求められる分野で多く利用されています。ジュエリー業界では鋳造用レジンによって繊細な装飾を正確に作り出すことが可能です。これにより、従来の手作業工程を大幅に削減できます。
④産業用・研究用途への展開
機構試験や流体解析のモデル作製、部品形状の試験など、工業分野でも光造形は欠かせない技術となっています。研究開発では、透明モデルによる流路可視化や試験片製作など、実験の再現性を高めるための応用が進んでいます。
【まとめ:光造形の特徴を理解して高精度造形を始めよう】
光造形方式は、光による樹脂硬化を利用した高精度な3Dプリント技術であり、滑らかな表面と細部の再現性に優れています。素材の選定と後処理を正しく行えば、試作からアート、医療分野まで幅広く活用できます。導入前に特徴と注意点を理解し、適切な運用を行うことで、誰でも安定した高品質造形を実現できます。













{kind=link}
コメント