「SLS方式ってよく聞くけど、どんな仕組みなの?」「金属や樹脂を焼き固めるってどういうこと?」「導入コストはどのくらいかかるの?」
そんな疑問を抱えて、検索された方も多いのではないでしょうか。
実は、粉末焼結方式(SLS方式)は、レーザーで粉末を焼き固めて造形する高精度な3Dプリント技術で、業務用だけでなく一部の家庭用機にも採用されるほど汎用性の高い方式です。
複雑形状をサポート材なしで造形できることから、設計者やエンジニアにとって注目の造形技術となっています。
この記事では、SLS方式の基本原理・特徴・使える材料・他方式との違い・導入コストの目安・活用例まで、初めて学ぶ方にもわかりやすく解説します。
読み終える頃には、「なぜ粉末焼結が次世代の3Dプリント技術として注目されているのか」が明確に理解できるはずです。
【SLS方式(粉末焼結積層造形)とは?基本の仕組みと特徴】
①SLS方式の正式名称と意味
SLS方式は「Selective Laser Sintering(選択的レーザー焼結)」の略称です。薄く敷き詰めた粉末材料にレーザーを照射し、必要な部分だけを選択的に焼結させて層状に立体物を形成します。ここでいう焼結は、材料の粒子同士を融着させる現象を指し、粒子表面が溶融または半溶融状態となることで密着します。熱源としては一般的にレーザーが用いられ、層を重ねるごとに造形物が立ち上がっていきます。
②粉末をレーザーで焼き固める仕組み
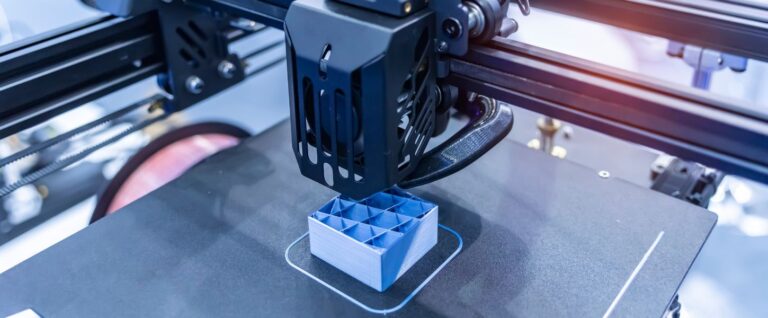
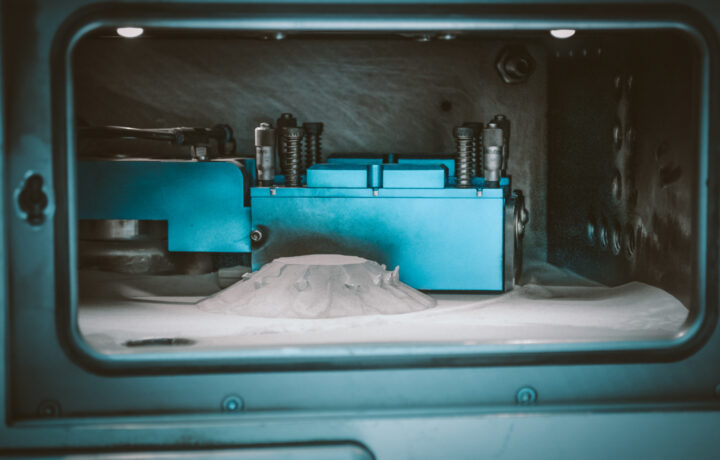
造形はビルドボックス内に保持された粉末床の上で進みます。搬送機構が一定厚みに粉末を敷きならし、ガルバノミラーなどの走査系でレーザービームを指定軌跡に沿って照射します。レーザーのエネルギー密度、走査速度、ビーム径、ハッチピッチなどの条件は焼結の安定性を左右し、これらの設定が適正であるほど層間の密着性が高まり、寸法精度や機械的特性が安定します。照射が終わると、プラットフォームが所定の積層ピッチだけ下降し、次の粉末層が供給され、同様の工程が繰り返されます。
③SLS方式が注目される理由
SLS方式は、粉末自体が未焼結状態で造形体を支持するため、一般にサポート材を必要としません。これにより中空構造、ラティス構造、同時一体造形など設計自由度が高くなります。さらに、適切な条件下では高い寸法安定性を得られ、機械的強度と表面品質のバランスに優れます。試作から小ロット量産まで一貫して対応しやすく、治具、機能試作品、最終用途部品など幅広い用途で活用されます。
【粉末焼結3Dプリンターの造形プロセスをわかりやすく解説】
①造形の流れ:データ準備から焼結まで
造形の起点は3Dデータの準備です。一般的なワークフローでは、CADで設計したモデルを適切なメッシュ形式に変換し、スライサーで積層ピッチ、走査戦略、充填率などを設定します。造形方向の最適化は重要で、応力の分布、表面粗さ、寸法誤差の傾向に影響します。配置が決まると、装置のビルドチャンバーは材料に応じた温度域に予熱され、粉末が安定した流動性を保つ状態が確保されます。
粉末の敷き詰めとレーザー照射
ビルドプラットフォームの高さが調整され、リコーターと呼ばれる機構で粉末が薄層に広がります。均一な敷き詰めは焼結の均質性に直結します。続いて、レーザーがスライスデータの輪郭と内部を走査し、必要部位のみを焼結します。輪郭の走査条件と内部のハッチ走査条件は分けて設定されることが多く、エッジのシャープさと内部の密度の両立を図ります。
層を重ねる積層工程のしくみ
1層の焼結が終わると、プラットフォームが降下し、再び粉末が供給されます。これを必要層数だけ繰り返すことで立体が形成されます。層間で十分な熱的エネルギーが与えられていると、隣接層との接合が強固になります。積層ピッチは表面階段状の見え方や寸法精度に影響し、造形時間にも直結します。要求仕様に応じて条件を最適化することが不可欠です。
造形後の冷却と後処理
ビルド完了後はチャンバー内で冷却します。急冷は内部応力の偏りや変形の要因となるため、材料特性に適した冷却プロファイルを守ります。冷却後、未焼結粉末を除去し、必要に応じてサンドブラストやショットピーニングなどで表面を整えます。寸法の要件によっては機械加工やねじ切り、染色や含浸といった仕上げ処理を施し、使用環境に合わせた最終特性に仕上げます。
②どんな形状でも造形できる理由
SLS方式は未焼結粉末が造形体の周囲を満たすため、オーバーハングや内部チャンネルをサポートなしで保持できます。粉末床全体が等方的に支持体の役割を果たし、層間の熱履歴が均されやすいことも形状の自由度に寄与します。結果として、トポロジー最適化で導かれた自由曲面やラティスのような複雑形状でも、設計意図を保ちながら造形できます。
【他の3Dプリント方式との違い(FDM・光造形との比較)】
①FDM方式との違いと比較ポイント
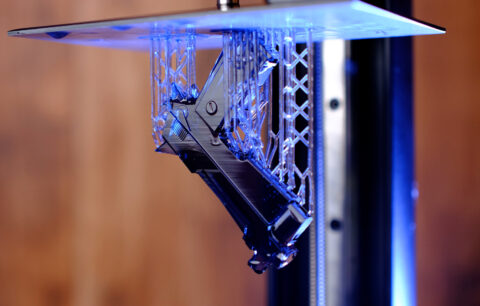
FDM方式はフィラメントを加熱溶融し、ノズルから押し出して層を形成します。材料コストと装置価格の面で導入しやすく、試作の初期段階に適します。一方でサポート材が必要になる形状が多く、サポート除去の手間やオーバーハング部の表面品質に制約が生じやすい傾向があります。SLS方式は粉末床が全方向の支持を担うため、サポート除去が不要で、複雑形状と一体造形に強みがあります。表面の粗さは材料と条件に依存しますが、FDM特有の積層痕に比べて均質なテクスチャになりやすい特徴があります。
②光造形(SLA方式)との違い
光造形は光硬化性樹脂を紫外線などで選択的に硬化させます。微細形状の再現性と滑らかな表面が得やすく、高い外観品質が特長です。ただし、一般にサポートが必要で、樹脂の取り扱いと後硬化の手順が不可欠です。SLS方式は材料に熱可塑性樹脂を用いることが多く、機械的強度と耐熱性の観点で有利な場面があります。サポート不要による工程短縮と、ビルド全体のネスティング効率の高さも生産性向上に寄与します。
③どの方式を選ぶべきか?用途別の選び方
試作段階でコスト重視ならFDM、外観重視のデザイン検討なら光造形、機能検証や最終用途部品に近い特性を求めるならSLSが適します。設計要件が複雑でサポート除去が難しい場合や、一体化による部品点数削減を狙う場合もSLSが有効です。逆に、超平滑な外観や透明感が主目的であれば光造形が優位です。目的、数量、材料特性、仕上げ要件を明確化することが最適解への近道です。
【SLS方式で使われる材料の種類と特性】
①樹脂系材料(ナイロン12・PA11など)の特徴
樹脂SLSでは、PA12(ナイロン12)やPA11が広く用いられます。PA12は吸水による寸法変化が比較的小さく、強度と靭性のバランスに優れます。PA11は再生可能原料由来のグレードもあり、耐衝撃性と耐久性に定評があります。充填材入りグレードでは、ガラスビーズやミネラルの添加により剛性や耐熱性が向上し、寸法の安定性も高まります。用途に応じて粉末の再利用率や焼結温度領域が異なるため、材料仕様に沿ったプロセス管理が必要です。
樹脂SLSの強度・表面品質・用途
樹脂SLSは全体として等方性に近い機械特性が得られやすく、ヒンジ、スナップフィット、ダクト、治具など機能部品に適します。表面はマットで微細なテクスチャを持ちますが、メディア仕上げやポリッシングで滑らかさを高められます。耐熱面では、グレード選定と後処理の最適化により、実使用環境で求められる性能を満たすことが可能です。
②金属粉末材料の特徴と活用分野
金属粉末を用いた焼結系では、高強度や耐熱性が要求される用途で採用されます。ステンレス、アルミニウム、ニッケル基合金などが対象で、複雑内部流路や軽量格子構造の実現に適します。粉末の球状度、粒度分布、酸化被膜の状態は焼結の安定性と最終特性に影響するため、材料ロットの品質管理が重要です。
金属SLSとDMLS・SLMとの違い
金属領域では、用語としてDMLSやSLMが併用されます。熱源、エネルギー密度、溶融・焼結の挙動、層間の冶金学的結合の度合いに違いがあり、最終的な密度や機械特性に差が生じます。設計者は対象材料の溶融挙動を踏まえ、最適な方式と条件を選定する必要があります。
③粉末の粒径や品質が造形精度に与える影響
粉末の粒径が小さいほど層を薄くしやすく、エッジの再現性が向上します。一方で流動性や酸化の影響を考慮しなければ安定供給が難しくなります。粒度分布が適正で清浄度が高い粉末は、敷き詰め性と焼結の均一性に寄与し、反りやピンホールの発生を抑制します。保管環境の温湿度管理と再生粉末の混合比率の管理は、寸法安定性と表面品質を左右します。
【粉末焼結方式のメリットとデメリット】
①メリット:サポート不要・高精度・高強度
SLS方式の利点は、サポート材を必要としない設計自由度、均質な機械特性、そして一体造形による組立工数削減にあります。粉末床の支持効果により、内部チャンネルやラティスを含む複雑形状でも設計意図を保った造形が可能です。適切な条件では寸法公差の確保が容易で、機能試作から最終用途部品まで用途範囲が広がります。
②デメリット:設備コスト・粉末管理・後処理の手間
装置価格、付帯設備、材料費、保守費用が総コストに影響します。粉末は吸湿や劣化を招く要因があるため、保管と取り扱いのルールを徹底する必要があります。また、未焼結粉末の回収とふるい分け、装置内の清掃、安全管理など、運用フローの整備が不可欠です。表面の微細テクスチャに対しては、用途に応じてポリッシングやコーティングを組み合わせ、要求品質に合わせます。
③メリットを最大化する活用ポイント
設計段階からSLSを前提にした形状最適化を行うことで、薄肉化、軽量化、部品点数削減の効果が高まります。ビルド全体のネスティング効率を高めることで、単位コストとリードタイムの削減が可能です。プロセスウィンドウ内での条件最適化、粉末再生の基準作り、品質検証のルーティン化により、安定した結果を再現できます。
【SLS方式3Dプリンターの価格・導入コストの目安】
①業務用モデルの価格帯と導入条件
業務用のSLS装置は、本体価格に加えて粉末管理設備、除塵、温湿度管理、後処理機器などの付帯投資が必要です。電源容量やスペース、換気などのインフラ要件も事前に整えます。運用においては粉末のロス、消耗部品、保守契約、教育コストが継続的な費用要素となります。これらを総合的に見積もることで、真の導入コストを把握できます。
②家庭用・小型モデルの登場と限界
小型のパウダーベース装置が登場していますが、ビルド容量、材料ラインアップ、表面品質、連続運転の安定性などにおいて業務用との差は残ります。教育用途や簡易試作には活用の余地がありますが、最終用途部品の安定量産を前提とする場合は、業務用設備または外部委託の選択が現実的です。
③外注サービス利用時のコスト比較
外注を活用する場合、造形サイズ、材料、数量、仕上げ要件、納期が費用に影響します。複数部品を一体化してネスティングする設計で造形効率を高めると、単価を下げられる可能性があります。自社で設備を保有しない場合でも、試作から小ロット生産まで柔軟に対応できる点が外注利用の利点です。リピート生産で品質の再現性を担保するため、初回から検証基準と図面要件を明確にしておくと、後工程の手戻りを抑制できます。
【粉末焼結方式の活用事例|金属・樹脂造形の実例紹介】
①製造業での試作・小ロット生産への活用
製造業では、試作段階で意匠と機能を同時に検証するためにSLSが選ばれます。スナップフィットやヒンジなど機能要素を持つ部品でも、実環境に近い負荷条件で評価できます。小ロット生産では、金型を用いずに短納期で供給でき、設計変更にも俊敏に対応できます。
②医療・デザイン・教育分野での利用事例
医療では患者固有形状への適合が求められるモデルや治具で有効に機能します。デザイン分野では軽量なラティスや一体化した複雑形状で、意匠と機能を両立できます。教育では材料挙動、設計最適化、製造プロセスの学習に用いられ、ものづくり全体の理解を深める教材として活用されます。
③金属SLSによる高耐久パーツの造形例
金属粉末を用いた焼結系では、耐熱や高荷重に耐える部品の適用が進みます。内部冷却流路を備えた治具や、軽量化を目的とした格子構造部材が代表的です。後加工と組み合わせることで、寸法精度と表面品質を要求仕様まで引き上げ、産業用途での信頼性を確保します。
【SLS方式の今後の展望と技術トレンド】
①フルカラーSLSやマルチマテリアル化の進化
粉末材料の多様化とプロセス制御の高度化により、色調や機能の拡張が検討されています。単一材料の均質性を保ちながら、部位ごとに特性を変化させる設計アプローチが想定され、機能一体化の幅が広がります。
②コストダウン・スピード向上の最新動向
スキャン戦略の最適化、予熱制御の緻密化、粉末再生率の向上などにより、造形スピードと歩留まりの改善が進みます。周辺工程の自動化や粉末ハンドリングの効率化は、人手の負荷を下げ、運用コストの低減に直結します。
③日本市場での導入拡大と今後の可能性
中小企業における試作からの導入、外部委託との併用、大学・高専での教育活用が拡大しています。設計段階から積層造形を前提にする発想が広がれば、部品統合や軽量化による競争力強化が見込まれます。標準化と品質保証の枠組みが普及するほど、最終用途での採用も後押しされます。
【まとめ|SLS方式を理解して3Dプリント技術を活かそう】
①SLS方式の理解がもたらす技術的メリット
SLS方式の要点は、サポート不要による設計自由度、均質な機械特性、複雑形状の一体造形です。適切な条件設定と材料選定により、試作から小ロット量産までのリードタイム短縮と品質安定化を同時に実現できます。設計初期から造形方式を意識することで、軽量化や部品統合の効果が高まります。
②自社導入・外注選択の判断基準
導入の可否は、対象部品の特性、必要数量、品質要求、投資余力、運用体制で判断します。継続的な需要と再現性の要件が高い場合は装置導入、変動が大きく立ち上げ期に検証が多い場合は外注活用が適します。いずれの選択でも、設計要件の明確化と検証基準の整備が成果を左右します。











{kind=link}
コメント