
- 「FDM方式の3Dプリンターは、どこまで正確に作れるの?」
- 「設計データ通りに作ったのに、穴のサイズや部品のはまり具合が合わないのはなぜ?」
と感じている方も多いのではないでしょうか。
FDMの精度限界は、プリンター本体の性能だけでなく、ノズル径、積層ピッチ、材料収縮、造形方向、クリアランス設計によって変わります。
結論から言うと、FDMは形状確認や簡易治具、ラフな試作には使いやすい方式です。一方で、高精度な嵌合部品、細かなディテール、滑らかな外観が必要な場合には限界が出やすく、別方式を検討した方がよいケースもあります。
この記事では、FDMの精度限界を判断する5つの基準、寸法誤差の原因、精度を上げる方法、他方式との比較ポイントを解説します。
FDMの精度限界は、ノズル径、積層ピッチ、材料収縮、造形方向、クリアランス設計によって決まります。試作や治具作成に向く一方、精密な嵌合や外観品質を重視する場合は、用途に合う造形方式を選ぶことが重要です。
【FDMの精度限界とは?まず知っておきたい基本】
FDMの寸法精度は、機種、材料、形状、造形環境によって変わります。そのため、「何mmまで必ず正確」と一律に判断せず、用途ごとの許容誤差に対して使えるかを確認することが大切です。
①FDM方式は溶かした樹脂を積み重ねる造形方式
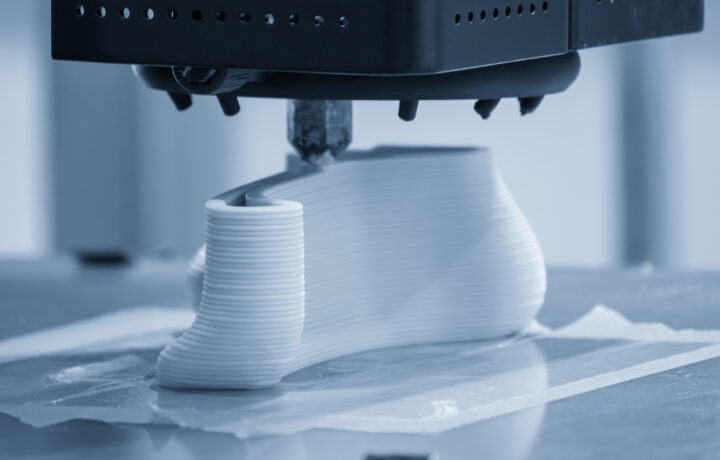
FDM方式は、フィラメントを熱で溶かし、ノズルから押し出しながら積み重ねて形を作る3Dプリンターの造形方式です。家庭用から業務用まで使われています。
ただし、樹脂を線状に押し出すため、ノズルの太さ、積層の段差、材料の収縮、冷却時の反りが仕上がりに影響します。CAD上では正確に見えても、実際には穴が小さくなったり、軸がきつくなったり、平面が反ったりします。FDMの精度限界を理解するには、溶かした樹脂を積み重ねる方式の制約を押さえる必要があります。
②FDMの精度限界は機種だけで決まらない
FDMの精度は、プリンター本体の性能だけで決まりません。本体の剛性や温度制御は重要ですが、材料、ノズル径、積層ピッチ、造形方向、スライサー設定、冷却条件、形状、クリアランスも影響します。
同じプリンターでも、PLAとABSでは反りや収縮の出方が変わり、小さな部品と広く平たい部品でも寸法の安定しやすさは異なります。カタログ上のスペックだけでなく、材料、形状、設定、造形環境まで含めて判断することが重要です。
③「精度」と「積層ピッチ」は同じ意味ではない
FDMでは「積層ピッチが細かいほど高精度」と説明されることがあります。たしかに曲面や斜面の段差は目立ちにくくなりますが、積層ピッチだけで寸法精度が決まるわけではありません。
精度は、設計寸法に対して実物がどれだけ近いかを見る考え方です。一方、積層ピッチは1層あたりの高さを示し、主に表面のなめらかさに関係します。積層ピッチを細かくしても、ノズル径、材料収縮、押し出し量、造形方向の影響は残るため、精度、積層ピッチ、解像度は分けて考えることが大切です。
【FDMの精度を決める5つの比較基準】
FDMの精度限界は、以下の5つで整理できます。
| 比較基準 | 精度への影響 | 注意点 |
|---|---|---|
| ノズル径 | 細部再現や線幅に影響する | 小さな文字や細い溝は再現しにくい |
| 積層ピッチ | 表面のなめらかさに影響する | 寸法精度そのものとは別に考える |
| 材料収縮・反り | 寸法ズレや変形につながる | ABSや大きな部品では注意する |
| 造形方向 | 寸法、強度、サポート跡に影響する | 力がかかる向きや見せたい面を考慮する |
| クリアランス設計 | 組み立てや嵌合精度に影響する | CAD上でぴったり設計すると合わない場合がある |
①ノズル径による細部再現の限界
ノズル径は、溶けた樹脂が押し出される出口の大きさです。FDMでは0.4mmノズルがよく使われます。細いノズルほど小さな文字や細い溝を表現しやすくなりますが、造形時間が長くなり、材料詰まりや設定の難しさも増えます。FDMでは、ノズルから押し出す樹脂の線幅よりも細かな表現には限界があります。
②積層ピッチによる表面品質の違い
積層ピッチは、造形物の表面品質に大きく影響します。粗い積層ピッチでは斜面や曲面に段差が出やすく、細かい積層ピッチでは層の段差が目立ちにくくなります。ただし、積層ピッチを細かくしても、穴径や嵌合部の寸法精度はノズル径や材料収縮、押し出し量の影響を受けます。積層ピッチは、表面のなめらかさを調整する要素として捉えると理解しやすくなります。
③材料収縮と反りによる寸法誤差
FDMでは、熱で溶かした樹脂が冷える過程で収縮します。この収縮によって、設計寸法と実際の寸法に差が出ることがあります。ABSのように収縮が大きい材料では、反りが発生しやすくなります。PLAは比較的扱いやすい材料ですが、大きな面積の部品や薄い形状では反りや寸法ズレが発生します。FDMでは、材料ごとの収縮や反りの出方を前提にすることが重要です。
④造形方向による強度と精度の差
FDMでは、一層ずつ積み重ねるため、造形方向によって寸法の出方や強度が変わります。縦方向に細長く造形すると揺れやすく、横向きに寝かせるとサポート跡が出やすい場合があります。また、層と層の間は弱点になりやすいため、力がかかる方向によっては破損しやすくなります。寸法だけでなく、使用時の強度まで考えて造形方向を決める必要があります。
⑤クリアランス設計による組み立て精度
FDMで部品同士を組み合わせる場合、クリアランス設計が欠かせません。CAD上でぴったり設計すると、実際の造形物ではうまくはまらないことがあります。樹脂の押し出しによる膨らみ、穴が小さく仕上がる傾向、材料収縮などが影響するためです。軸と穴、ケースとフタ、スライド部品などでは、用途に応じたすき間を設けることが失敗を減らすポイントです。
【FDMで精度が出やすい用途・出にくい用途】
FDMは、サイズ感や形状確認、簡易治具、ラフな試作品には向いています。一方で、高精度な嵌合部品、薄肉形状、小さな文字、滑らかな外観が必要なモデルでは限界が出やすくなります。
①穴や軸などの嵌合部品
FDMで精度の問題が出やすい代表例が、穴や軸です。CAD上では問題なく組み合わさる寸法でも、実際には穴が小さく仕上がったり、軸がわずかに太くなったりして、部品同士がうまくはまらないことがあります。
ねじ穴、ピン穴、差し込み式のパーツ、ケースのフタ、治具の位置決め穴などは、わずかな寸法差が使い勝手に影響します。そのため、CAD上でぴったり合わせるのではなく、用途に応じたクリアランスを設けることが重要です。
②薄い壁や細い突起のある形状
薄い壁や細い突起も、FDMでは精度が出にくい形状です。ノズル径や線幅よりも細い形状は、安定して再現しにくくなります。薄い板状のパーツ、細いピン、細かなリブなどは、造形中に欠けたり、太くなったり、先端が丸まったりすることがあります。見た目上は造形できても強度が不足する場合があるため、実際に造形できる厚みを確保することが大切です。
③小さな文字や細かなディテール
小さな文字や細かなディテールも、FDMの限界が出やすい部分です。微細な凹凸や細い線の再現は難しくなります。ロゴ、型番、目盛りなどは、造形後につぶれて見えたり、輪郭がぼやけたりすることがあります。文字サイズを大きくする、浮き出しにする、造形方向を調整するなどの工夫が必要です。
④広く平たい形状や反りやすい部品
広く平たい形状は、FDMで反りが出やすい代表的な形状です。熱で溶けた樹脂が冷却時に収縮し、その収縮が均一に起きないと、部品の角が浮いたり、底面が反ったりします。大きな板状の部品、長いケース、薄く広いカバーでは、反りによって寸法精度が崩れやすくなります。材料選定、ベッド温度、造形環境、ブリムの使用、形状の分割などを検討します。
【FDMの精度を上げるためにできる対策】
FDMの精度は、設定や設計の工夫で安定させやすくなります。ただし、方式そのものの限界はあるため、用途に合わせて調整する考え方が大切です。
①造形前にプリンターを調整する
精度を上げるには、まずプリンター本体の状態を整えることが基本です。ベッドレベル、ノズル高さ、押し出し量、ベルトの張り、各軸の動きがずれていると、寸法精度や表面品質は安定しません。1層目の定着不良や押し出し量のズレは、反り、穴径のズレ、外形の太りにつながります。精度を求める場合は、造形前のキャリブレーションが重要です。
②ノズル径と積層ピッチを用途に合わせる
細かな形状や小さな部品では、細いノズルや細かい積層ピッチが有効になることがあります。ただし、常に細かい設定が正解ではありません。細いノズルは造形時間が長くなり、詰まりや設定不良の影響を受けやすくなります。大きな治具や外観を重視しない試作品では、標準設定の方が安定する場合があります。見た目、寸法、強度のどれを重視するのかを明確にすることが大切です。
③材料ごとの収縮や反りを考慮する
FDMの精度は、材料によっても変わります。PLA、ABS、PETG、ナイロン、ASAなどは、収縮、反り、強度、耐熱性、造形のしやすさが異なります。PLAは扱いやすく、寸法確認用の試作に使いやすい材料です。ABSやASAは耐熱性や強度面で利点がありますが、収縮や反りが出やすいため、造形環境の管理が重要です。材料変更による寸法差も想定しておく必要があります。
④設計段階でクリアランスを確保する
FDMで組み立て部品を作る場合は、設計段階でクリアランスを確保します。造形後に設計寸法と完全に一致するとは限らないため、部品同士をぴったり同寸法で設計すると、はまらない原因になります。重要な嵌合部品では、最初から本番形状を作るのではなく、小さなテストピースで確認する方法が有効です。実際の造形結果をもとにクリアランスを調整することが精度向上につながります。
⑤必要に応じて後加工を前提にする
FDMの精度限界を超える部分は、後加工を前提にする方法があります。穴径をドリルで整える、接触面をやすりで削る、嵌合部分を少しずつ調整する、ねじ穴にインサートナットを入れるなどの方法です。ただし、後加工を前提にする場合は、設計段階で削りしろや工具の入りやすさを考えておく必要があります。必要な精度を出すために、造形と後加工を組み合わせることも現実的です。
【FDMと他方式の精度を比較するポイント】
FDMで対応できるか迷う場合は、光造形、インクジェット方式、切削加工と比較すると判断しやすくなります。
①FDMと光造形の精度の違い
光造形は、液体の光硬化性樹脂に紫外線などを当てて硬化させながら造形する方式です。FDMのように樹脂を線状に積み上げる方式ではないため、細かな形状やなめらかな表面を表現しやすい特徴があります。小さな部品、細かなディテール、滑らかな曲面、外観確認用モデルでは、FDMより光造形が向いているケースがあります。一方で、洗浄や二次硬化などの後処理が必要になることがあります。
②FDMとインクジェット方式の違い
インクジェット方式は、液体状の樹脂を細かなノズルから噴射し、紫外線で硬化させながら積層する方式です。Material Jettingとも呼ばれ、表面がなめらかで、細かな形状や色表現に対応しやすい特徴があります。フルカラー造形、外観確認用モデル、プレゼン用の模型など、見た目を重視する用途では選択肢になります。FDMはコストや手軽さに優れますが、滑らかな質感やフルカラー表現には限界があります。
③FDMと切削加工の違い
FDMは材料を積み重ねて形を作る積層造形です。一方、切削加工は金属や樹脂の塊から不要な部分を削り取って形を作る方法です。寸法精度を重視する場合、一般的には切削加工の方が安定した精度を出しやすいです。平面度、穴径、嵌合部、ねじ部などが重要な機械部品では、切削加工が適しているケースがあります。短期間で形を確認したい場合はFDM、最終部品に近い精度が必要な場合は切削加工と使い分けます。
【FDMで作るべきか迷ったときの判断基準】
FDMで作るべきか迷ったときは、精度だけでなく、コスト、納期、見た目、強度をあわせて判断します。目的に対して十分かを考えることが重要です。
①形状確認やラフな試作ならFDMが向いている
FDMは、形状確認やラフな試作に向いています。設計した部品のサイズ感を確認したい、手に持ったときの大きさを見たい、組み立て前の干渉を確認したいといった用途では、FDMの手軽さが役立ちます。設計初期では、完璧な寸法精度よりも、短期間で形を確認できることが重要です。
②高精度な嵌合や外観品質重視なら別方式も検討する
FDMは便利な方式ですが、すべての用途に向いているわけではありません。高精度な嵌合、細かなディテール、滑らかな表面を重視する場合は、別方式を検討します。ただし、FDMでもクリアランス調整やテスト造形、後加工を組み合わせることで、実用できるケースがあります。必要な品質に対して、FDMの特性が合っているかを判断することが大切です。
③コスト・納期・精度のバランスで判断する
FDMは比較的低コストで短期間に試作しやすい方式です。厳密な寸法精度が不要な段階であれば、FDMを使うことで開発スピードを高められます。一方で、細かな表現に向いた方式を選ぶと、外観や細部の再現性は高めやすくなります。初期試作はFDM、外観確認は光造形やインクジェット方式、最終部品は切削加工という使い分けも有効です。
④迷ったら用途と必要精度を整理して相談する
FDMで作るべきか迷ったときは、まず用途と必要精度を整理することが大切です。外形サイズだけ確認できればよいのか、部品同士を正確にはめたいのか、展示用として見た目まできれいに仕上げたいのかによって、適した方式は変わります。3Dプリントサービスに相談する際は、使用目的、重要な寸法、見た目、使用環境、必要な強度などを伝えると、適した方式を提案してもらいやすくなります。
FDMは、正しく使えば試作や治具作成に役立つ方式です。精度限界を知り、FDMで対応できる範囲と別方式を検討すべき範囲を見極めることが、失敗を減らす近道です。
【FAQ】
①FDMの精度限界はどのくらいですか?
FDMの精度限界は、プリンター本体、材料、ノズル径、積層ピッチ、造形方向、形状によって変わります。外形確認や簡易試作には使いやすい一方、精密な嵌合や細部表現では寸法ズレが出やすくなります。
②FDMの精度を上げるにはどうすればよいですか?
プリンターの調整、ノズル径と積層ピッチの選択、材料収縮への配慮、造形方向の見直し、クリアランス設計が重要です。穴あけや研磨などの後加工も有効です。
③積層ピッチを細かくすればFDMの精度は上がりますか?
積層ピッチを細かくすると表面の段差は目立ちにくくなります。ただし、寸法精度はノズル径、材料収縮、押し出し量、造形方向などにも影響されるため、積層ピッチだけでは決まりません。
④FDMと光造形ではどちらが高精度ですか?
細かなディテールや滑らかな表面を重視する場合は、光造形が向くケースがあります。一方、FDMは形状確認や簡易治具、大きめの試作に使いやすい方式です。
⑤FDMで嵌合部品は作れますか?
FDMでも嵌合部品は作れます。ただし、CAD上でぴったり設計すると、実際にはきつくなることがあります。クリアランスを確保し、テスト造形や後加工を行うことが重要です。


















{kind=link}