「3Dプリンターで造形したら、モデルの下に変な支えができている…」「この“サポート材”って何?取っていいの?設定はどうすればいいの?」
そんな疑問を感じたことはありませんか?
実は、サポート材は3Dプリントを成功させるために欠かせない重要な構造です。うまく設定できないと、仕上がりが汚くなったり、除去に時間がかかったりと、完成度に大きな差が出てしまいます。
結論から言うと、サポート材は「造形物を支える一時的な支柱」であり、適切な設定と除去方法を理解すれば、誰でも美しい仕上がりを実現できます。
この記事では、初心者にもわかりやすく、
-
サポート材の基本的な役割と仕組み
-
造形方式ごとの設定の違い
-
きれいに除去するコツと注意点
-
再利用や節約につながる実践テクニック
を順に解説します。これを読めば、あなたの3Dプリントがぐっとスムーズに、そしてプロのような仕上がりに近づくはずです。
3Dプリンターのサポート材とは?基本の役割と必要性を解説
サポート材はなぜ必要なのか
サポート材は、造形中に宙に浮いた部分や傾斜が急な部分を一時的に支えるための補助構造です。積層造形は下層が上層を支える前提で成り立つため、空中に面が現れると材料が垂れ下がったり、ノズルや吐出ヘッドから落下した樹脂が定着しなかったりします。サポート材を配置すると、層を安定して積み重ねられ、形状の崩れを防止できます。特に人の腕のように本体から突き出す部位や逆テーパー形状では、サポートの有無が仕上がりに直結します。
サポート材の基本構造と仕組み
サポート材は本体とは別の疎な格子状や柱状で生成され、接触面には剥がしやすい境界層が設けられます。FDM方式では低密度の格子やツリー状構造が一般的で、接触面には界面層を薄く挟みます。光造形方式では細い支柱と先端の小球で点支持をつくり、硬化樹脂の体積収縮に耐えるよう配置します。インクジェット方式では造形材と性質の異なるサポート材を同時に吐出し、後工程で溶解や洗浄により除去します。いずれの方式でも「支える」「剥がす」「痕を最小化する」という三要件を満たす設計が核になります。
サポート材が造形を支える理由
造形中は層ごとに荷重と熱がかかります。サポート材は荷重をベッドへ逃がし、冷却や硬化が完了するまで仮の骨組みとして機能します。これにより積層方向の寸法安定性が向上し、反りやカールの発生を抑えられます。結果として造形失敗の確率が下がり、研磨やパテ埋めといった後処理の手間も減少します。
サポート材が必要になる場面とは?仕組みを理解しよう
オーバーハングとは?空中造形を支える構造
オーバーハングは、下層の外側へ張り出す形状を指します。FDM方式では層が空中に突出すると糸引きやたれが発生しやすく、一般的に造形材や冷却条件にもよりますが、水平からの角度が大きいほど不安定になります。適切にサポートを配置すれば層の受け皿ができ、ラインの保持と放熱が安定します。光造形方式では、オーバーハング下に樹脂の溜まりや過硬化が起きやすいため、細い支柱を複数配置して荷重と剥離ストレスを分散させます。
ブリッジ構造とサポートの関係
ブリッジは両端で支持された水平スパンです。短いスパンなら条件次第でサポートなしでも渡れますが、長くなるほど中央部のたるみが顕著になります。FDMでは吐出量と冷却を適正化するとブリッジ性能が向上しますが、確実性を優先する場合はスパン中央下にサポートを設置します。光造形では吊り下げ方向を工夫してブリッジ自体を避ける配置が有効です。
サポートが不要なケースもある
形状を積層方向に合わせて再配置すると、サポートを削減できます。底面を広くし、緩やかな傾斜で立ち上げれば自立性が高まります。面を45度程度に傾けることで、各層が直下に十分な支持を持てるようになり、ツリーや格子の使用量を抑制できます。さらに、面取りやフィレットで角を丸めると、オーバーハングの局所的な負担が軽減され、サポートの省略が現実的になります。
サポート材の種類と素材ごとの特徴【FDM・光造形・インクジェット方式】
FDM方式のサポート材:PLA・PVAなどの特徴
FDM(熱溶解積層)方式では、フィラメントを加熱して層状に積み上げるため、サポート材は主に同系統の樹脂を使用します。代表的なのがPLA(ポリ乳酸)とPVA(ポリビニルアルコール)です。PLAは本体と同一素材で造形できるためコストが低く、初心者にも扱いやすい反面、除去時に本体を傷つけやすいという課題があります。一方、PVAは水溶性で、造形後に水へ浸すとゆっくり溶け落ちます。そのため複雑な形状の内部でも安全に除去でき、精密造形や教育用途で多く採用されています。ただし湿度に弱く、保管環境を管理する必要があります。
水溶性サポート材とは?初心者にも扱いやすい理由
水溶性サポート材の最大の利点は、除去作業の簡便さにあります。物理的に引き剥がす必要がなく、仕上がり面を傷つけにくいため、美観を重視するフィギュアや模型製作で効果的です。PVA以外にもBVOHと呼ばれる高溶解性素材があり、溶け残りが少なく透明樹脂との親和性が高いことから、より高品質な出力を実現します。
光造形方式のサポート材:レジンの支柱構造
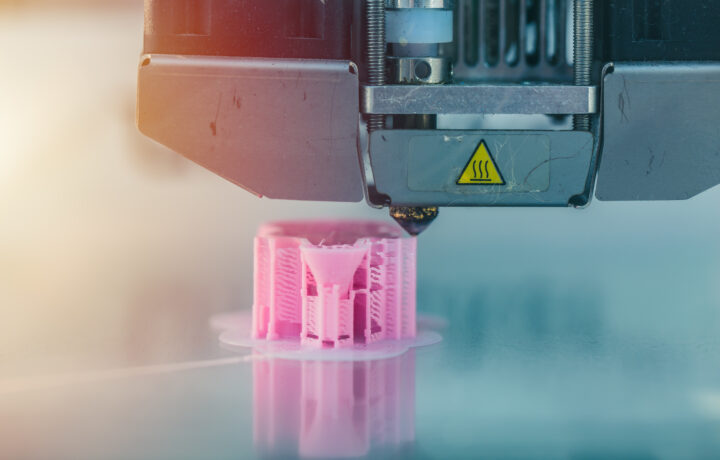
光造形(SLA/DLP)では液体レジンを光で硬化させるため、別素材ではなく同じ樹脂を使って細い支柱を形成します。支柱は樹脂の重量を支えつつ、造形物の剥離ストレスを軽減する配置が求められます。サポートの接触面をできるだけ小さくし、尖った「タッチポイント」で支えるのが特徴です。除去時はニッパーや専用カッターでカットし、残った痕を研磨して滑らかに仕上げます。設計段階で支柱の太さや密度を最適化することで、破損リスクを減らせます。
インクジェット方式のサポート材:フルカラー出力時の工夫
インクジェット方式(Material Jetting)は、複数の液体樹脂を同時に吐出してフルカラー造形を行います。この方式では造形材と性質が異なるジェル状のサポート材を併用し、完成後に水や専用溶剤で洗浄して除去します。アクリル系樹脂のため硬化精度が高く、滑らかな表面と鮮明な発色が得られます。このタイプのサポート材を使うことで、複雑な形状や繊細な彩色を損なわずに仕上げることができます。
サポート材の設定方法|スライサーソフトでのポイントとコツ
自動生成と手動設定の違い
スライサーソフトにはサポート材を自動で配置する機能が搭載されています。自動生成は便利ですが、造形方向やモデルの特性によっては過剰な量が発生することがあります。手動設定では必要な箇所に限定して配置できるため、材料と時間を節約できます。初期段階では自動生成で全体の傾向を把握し、次第に手動で微調整するのが効果的です。
サポート密度・角度・間隔の調整方法
サポートの密度は除去のしやすさと造形精度のバランスを左右します。密度が高いほど支えが強固になりますが、取り外しが困難になります。角度設定では、造形方向を45度程度に傾けることで、少ないサポートでも安定した構造を保てます。間隔はスライサーのプレビューで確認しながら、接触面が最小限になるよう調整するとよいでしょう。
Cura・PrusaSlicerなど主要スライサーでの設定例
たとえばCuraでは「Support Overhang Angle」や「Support Density」などの項目で細かく制御できます。PrusaSlicerでは「サポートの接触Z距離」を変更することで、除去の容易さを調整できます。どちらのソフトでも、プレビュー機能を使ってサポート配置を可視化し、不要な部分を削除することが成功の鍵になります。
サポート材の除去方法|きれいに外すための注意点と道具
除去の基本手順とタイミング
造形後の除去は、材料が完全に冷却または硬化したタイミングで行うのが理想です。熱が残っている状態で無理に剥がすと、表面が変形したり破損したりする危険があります。FDMでは手やペンチで折り取る、光造形ではニッパーで支柱を切るのが一般的です。複雑な形状では超音波洗浄機を併用すると効率的に除去できます。
仕上がりをきれいに保つためのコツ
除去時に本体へ力を加えすぎると、積層面にひびや白化が生じることがあります。サポート痕はヤスリやナイフで軽く削り、耐水ペーパーで整えると目立ちにくくなります。透明レジンの場合は、仕上げにクリアコートを施すことで艶を復元できます。作業中に破損しやすい細部には、あらかじめ太めの支柱を配置して安定性を確保すると安心です。
溶解タイプの除去方法(PVAなど)
水溶性サポート材の場合は、ぬるま湯に数時間浸すだけで溶解します。攪拌や温度を適度に上げると溶解速度が向上しますが、過熱は避ける必要があります。完全に溶けたことを確認したら、水分を拭き取り、自然乾燥または低温での乾燥を行います。除去後は微細な残渣が残ることがあるため、柔らかいブラシで洗浄すると表面の透明感が戻ります。
後処理の注意点と失敗しやすい例
サポートを焦って剥がすと、表面に欠けや段差が生じることがあります。また、PVA残留水分が本体に吸着すると変形を引き起こす場合もあるため、乾燥工程は丁寧に行うことが重要です。光造形の場合はIPA洗浄後にUV二次硬化を実施し、レジン表面のべたつきを完全に除去することで美しい仕上がりを保てます。
サポート材は再利用できる?節約とエコを両立する方法
FDMフィラメントの再利用可否
FDM方式では、除去したサポート材の多くが固形樹脂として残ります。基本的に、一度加熱・冷却を繰り返したフィラメントは再利用が難しく、再加熱すると劣化してノズル詰まりや造形ムラの原因となります。ただし、廃材を細かく粉砕してペレット化し、専用のリサイクル装置で再フィラメント化する方法も登場しています。品質管理が難しいため個人利用には不向きですが、企業や研究機関ではサステナブルな試みとして採用が進んでいます。
レジン・インクジェット方式の再利用の現実
光造形やインクジェット方式では、液体樹脂の性質上、サポート材の再利用はほぼ不可能です。硬化した樹脂は再溶融できず、異物として混入すると出力品質を著しく損ないます。そのため、除去後は安全に廃棄することが前提です。アクリル系フルカラー出力などでは、サポート材がジェル状で除去後に乾燥して固まるため、専用廃棄ボックスにまとめて処理する方法が推奨されます。
サポート材の廃棄・リサイクルのポイント
サポート材は「産業廃棄物」として扱われる場合があります。個人のデスクトッププリンターでは一般ごみとして処理可能なことが多いものの、大量出力を行う事業者は自治体の指導に従う必要があります。近年ではPLA素材を堆肥化できる設備も増えつつあり、環境負荷の低いフィラメントを選択する流れが広がっています。単なる「使い捨て」ではなく、素材選びからエコを意識することが、3Dプリントを持続可能な製造手段へと進化させる鍵となります。
サポート材を減らす設計の工夫|失敗を防ぐモデル配置と角度調整
モデルの向きを変えるだけでサポートを減らす方法
サポート材を減らす最も効果的な方法は、モデルの向きを工夫することです。3Dプリンターは層を下から積み上げるため、造形方向に対して安定した面を下に向けることで、支えが少なく済みます。例えば人型フィギュアの場合、腕を下向きに傾けるだけでサポートが半分以下になることもあります。スライサーのプレビューで造形方向を確認し、最もサポートが少なくなる姿勢を探ることが重要です。
サポート不要の造形を実現するデータ設計のコツ
3Dデータの設計段階から、サポートを極力使わない形状を意識すると効率的です。急なオーバーハングを避け、45度以下の傾斜を持たせる設計が基本です。また、ブリッジ部分に小さなアーチや補強リブを追加すると、サポートなしでも変形を防げます。光造形の場合は支柱を想定した「トリミング面」をあらかじめ設けると、除去痕を目立たなくできます。こうした設計上の工夫が、材料コストだけでなく仕上げ作業の時間短縮にもつながります。
スライサーでのプレビュー確認の重要性
スライサーのプレビュー機能を使えば、サポート配置や接触面を可視化できます。特に透明樹脂やフルカラー出力では、サポートが内部に入り込むと除去が難しくなるため、事前確認が不可欠です。Curaなどでは色別表示でサポート領域を確認でき、角度を変えて最適化することが可能です。完成後に除去しにくい箇所を発見したら、モデルの姿勢を微調整して再スライスすることで、より効率的な造形に近づきます。
まとめ|サポート材を理解すれば3Dプリントはもっと自由になる
サポート材の理解が造形品質を高める
サポート材は単なる「補助構造」ではなく、3Dプリントの品質を支える重要な要素です。必要な箇所に的確に配置することで、造形の成功率が上がり、反りや歪みを防止できます。逆に、設定や除去を誤ると仕上がりが損なわれるため、素材特性と造形方式の両方を理解することが大切です。FDMではフィラメントの種類、光造形では支柱の配置密度が、最終的な完成度を左右します。
失敗しない設定と除去で理想の仕上がりを実現
サポート設定は「多すぎず、少なすぎず」が理想です。スライサーの自動生成に頼るだけでなく、モデルごとに微調整することで、最小限の支えで最大の効果を発揮できます。また、除去作業を丁寧に行うことは、最終仕上げの美しさに直結します。水溶性サポートを活用すれば、初心者でも安全かつ簡単にクリーンな仕上がりを得られます。サポートを正しく理解すれば、これまで難しかった複雑形状の出力にも挑戦でき、3Dプリントの表現力が大きく広がるでしょう。












{kind=link}
コメント